


如何解决密度板板弯(密度板弯曲变形如何处理)
大家好!本篇文章给大家谈谈如何解决密度板板弯对应的几个知识点,希望对各位有所帮助,不要忘了收藏本站喔,现在开始吧!
本篇目录:
- 1、有人知道密度板的折弯工艺吗?
- 2、15厚密度板怎样弯圆形
- 3、板材弯曲工艺有哪些?
- 4、密度板包装盒如何增加折弯强度
- 5、4.5厘米的密度板用软化剂软化可以折成90度直角吗?各位大神请赐教具体...
- 6、圆弧型橱柜门板,板材的圆弧是怎么做的?
有人知道密度板的折弯工艺吗?
1、常温下弯曲中密度纤维板 ①事先要做好固定“弯曲中密度纤维板”的型框。一般型框可以在画好图纸后用雕刻机下料。②弯曲18mm厚的弯曲板,可以用5张3mm厚的密度板和一张3mm厚带贴皮的多层板。

2、不管用什么软化剂,不管是加温还是加压,都无法将密度板折弯成90度角。目前的做法是里面用一个方木做梁,把密度板装到方木上,简单方便,也可以里面用一金属直角铁,把密度板镶到直角铁上。
3、以保证密度板等的强度。胶合板弯曲时, 当弯曲半径大, 或是板较薄时, 可以不用专门设备, 直接用手压方法使之弯曲, 然后固定在相连接的位置上。
4、密度板做成圆形方法:把你需要的圆形画在墙上,然后把木料钉在墙上,再用密度板钉在木料的两边,只要在圆角的地方开槽就好了,就可以圆起来了,最后用密度板开成你所需要的圆形,5厘米宽钉在正面就OK。
5、这种东西,你可以到做柜子、家具的地方问问。这一般是用密度板做的,木工师傅都可以做出这种弧形的,外面在喷漆就可以了。

6、密度板生产工艺三:保养切割已经成型的密度板需要有一个放置的过程,为的是把成型过程当中所产生的内部应力释放出来,从而达到稳定的状态,这一步是必不可少的,而且绝不能够为了赶工期而人为缩短,否则就会影响到成品的质量。
15厚密度板怎样弯圆形
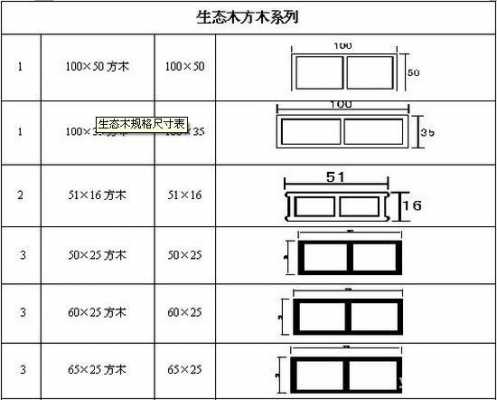
也有些无光板,厚度为2mm、3mm、4mm、5mm等。 门板:常规规格为600mm x 2100mm(宽 x 高),同时有些规格会根据实际需要定制。 橱柜板材:常规规格为2440mm x 1220mm,厚度为16mm、18mm等规格。
日常生活中我们使用的最多的大概为十种,其厚度分别是30mm,25mm,20 mm,18 mm,16 mm,15 mm,12 mm,9 mm,5 mm及3 mm。以上信息是对密度板厚度的介绍,如有不明白的话,可以点击我的页面进入咨询。
密度板也称纤维板,是以木质纤维或其他植物纤维为原料,施加脲醛树脂或其他适用的胶粘剂制成的人造板材。按其额度的不同,分为高密度板、中密度板、低密度板。

密度板的耐潮性握钉力较差,螺钉旋紧后如果发生松动,不易再固定。
板材弯曲工艺有哪些?
选择恰当的折弯工艺。一般采用机械折弯法,即使用专门的折弯机对板料进行强度折弯。也可辅之以人工钢板折弯和数控折弯机折弯。机械折弯操作简便快捷,效率高,推荐首选。 确定合适的折弯参数。
冲压:通过模具对金属板材进行压制成形,包括简单的冲孔、拉伸成形等。折弯:利用折弯机对金属板材进行折弯成形,以获得所需的几何形状。剪切:使用剪切机对板材进行切割和裁剪。
一个直角减两个板厚。比如30 40 Π 40 板厚为2。算法是 40+30+40-2*4=102 这里有2个直角,那么一个直角2个板厚,两个直角就减去4个板厚,这个算法在钣金中是绝对定律,想什么折弯系数这些都是后加上去的。
折弯模具按折弯工艺分为标准模具和特殊折弯模具。在标准的折弯情况下(直角和非直折弯)折弯时一般都是用标准模具,折弯一些特殊的结构件(如:段差折弯、压死边等)时采用特殊模具。
在实际操作中,加两个板厚的板材需要进行一些特殊的折弯处理,例如要考虑板材的伸长率、弯曲半径和角度等因素,通过精准计算和折弯工艺的控制,才能够得到符合要求的折弯成品。
进行板材的冷热弯曲成型及接装,矫正焊接工件的咬口、变形。进行必要的钳、焊一般操作。维护保养罚作钣金机械设备及工、夹、量具、模具、胎具、样板,排除运行过程中出现的一般故障。
密度板包装盒如何增加折弯强度
1、用修边机就行,简单!它是先开一个直角槽(在板的反面,深度掌握好,别穿了),然后折过来就可以了.搞装修的有专用工具的。
2、压力调整:密度板的上下表层都需要施加相同的压力,才能够达到一致的强度。需要调整压机的压力,以确保在生产过程中上下表层的压力一致。温度调整:温度是影响密度板强度的重要因素之一。
3、随着板的厚度的增加,折弯强度也会相应增加。pe板的折弯强度会受到其质量、制造工艺和使用条件等因素的影响。在实际使用中,需要根据具体的应用环境和要求来选择合适的pe板厚度,以保证其折弯强度满足实际需求。
4、首先要确定盒型与材质,一开始我们需要确定用什么盒型的包装盒,有条件的也可以由结构工程师开发全新的结构。
4.5厘米的密度板用软化剂软化可以折成90度直角吗?各位大神请赐教具体...
不可以,软管是用来作为大弧度弯曲用的,也就是弯曲半径一般在5-6倍的软管口径的弧度,不能像上面这个几乎没有弯曲孤独的不可以。
角铁:角钢俗称角铁,是两边互相垂直成角形的长条钢材,在需折角处切一个90度角的切口,弯折即可。
把槽钢两边的立边用直角尺各画一个直角出来,然后把这个直角切割掉,再把槽钢慢慢弯曲成90度就可以了。
而让一般人都难以想象的是,扎尔塔表示自己最喜欢的一个动作就是将后背折叠成90度,腿从头顶上垂下,直到手可以碰到脚腕。
圆弧型橱柜门板,板材的圆弧是怎么做的?
加工圆弧 拱形门的上部分为圆弧状,因此门洞上面也要制作成圆弧状。在新房装修设计时,或是将原来的方形门洞改造成拱形门洞,都需要对圆弧进行加工。
橱柜门板的制作过程:首先将要装的这个地柜板材找齐,然后把其中一块侧板平放于地毯上面或者软东西上面,防止面板磨损地板擦伤。
那么,剩余的180家橱柜公司采用什么方法完成封边工艺呢?第一种方法是委托封边加工。这一形式不失为较明智之举,也能保证板材封边的质量,换言之即采用“搬砖头”形式来达到门板和箱体板的基本质量要求。
板材要选花色多的,选择性比较多的,因为现在市面上有很多颜色是要加钱的,如果套餐里颜色数量有限,就很难选择到合适的,这时就要考虑要不要选择这家了。
打开页面孔时要做塑料热架,打开页面孔时要特别注意左右方向。根据门类型规范雕刻和铣削前,必须正确选择刀具。刀具的转速,因此在雕刻铣削前必须牢牢固定刀具,不允许出现松动现象。
但是,铣槽拉手是对板材有要求的,并不是所有板材都能做铣槽拉手, 只有烤漆板、或者模压板 ,才能做拉槽,双饰面板是做不了的。就应用场景来说, 橱柜、餐边柜、玄关柜更好替代方案,就不要用铣槽拉手啦。
到此,以上就是小编对于密度板弯曲变形如何处理的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。








还没有评论,来说两句吧...